信息详情
鑫淼金属(图),锌压铸件,压铸
¥ 99999/件
上海有色网
9月18日
产品详情
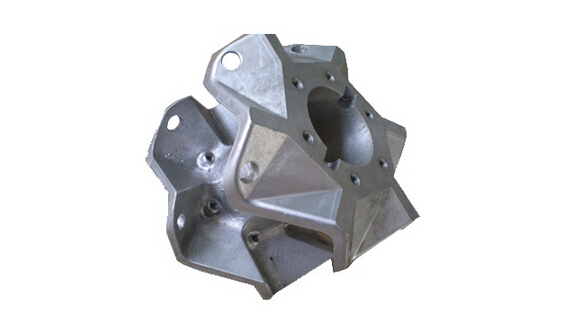
内浇口① 金属液入型后不该当即关闭分型面,溢流槽和排气槽不宜正面冲击型芯。金属液入型后的流向尽可能沿铸入的肋筋和散热片,由厚壁处向薄壁处填充等。② 挑选内浇口方位时,尽可能使金属液流程z短。选用多股内浇口时,要避免入型后几股金属液集合、彼此冲击,然后发生涡流包气和氧化搀杂等缺点。③ 薄壁件的内浇口厚件要恰当小些,以确保必要的填充速度,内浇口的设置应便于切除,且不使铸件本体有残缺(吃肉)。

1、通常以冲头速度和内浇口速度两种,2),压射速度慢速冲头推进金属液至内浇口0.3米/秒,3),快速内浇口填充溢型腔4-9米/秒,快压射效果的影响,进步压射速度,功用转为热能,活动性好,有利于消除流痕,冷隔等缺点,进步机械性能和珍面质量,压射速度的选项择和考虑要素:1)具导热和比热性,凝结温度规模。2)模具温度低速度可低,反之速度可高。3)杂乱的铸件选用高压射速度。内浇口速度15-70米/秒,(金属液)4、冲头压射速度与内浇口速度的联系:冲头压奥射速度越高,则金属液经口速度越高。
模具要求① 冷卧式模具横浇道的入口处一般应坐落压室上部内径2/3以上部位,避免压室中金属液在重力效果下过早进入横浇道,提早开端凝结。② 横浇道的截面积从直浇道起至内浇口应逐步减小,为呈现截面扩展,则金属液流经时会呈现负压,易吸入分型面上的气体,添加金属液活动中的涡流裹气。一般出口处截面比进口处小10-30%。③ 横浇道应有必定的长度和深度。坚持必定长度的意图是起稳流和导向的效果。若深度不行,则金属液降温快,深度过深,则因冷凝过慢,既影响生产率又添加回炉料用量。④ 横浇道的截面积应大于内浇口的截面积,以确保金属液入型的速度。主横浇道的截面积应大于各分支横浇道的截面积。⑤ 横浇道的底部两边应做成圆角,避免呈现前期裂纹,二旁边面可做出5°左右的斜度。横浇道部位的表面粗糙度≤Ra0.4μm。
















已经到底了

