信息详情
138℃锡铋合金,环保锡铋合金,无铅锡铋合金
¥ 143/个
上海有色网
8月25日
产品详情
| 产地 | 深圳 |
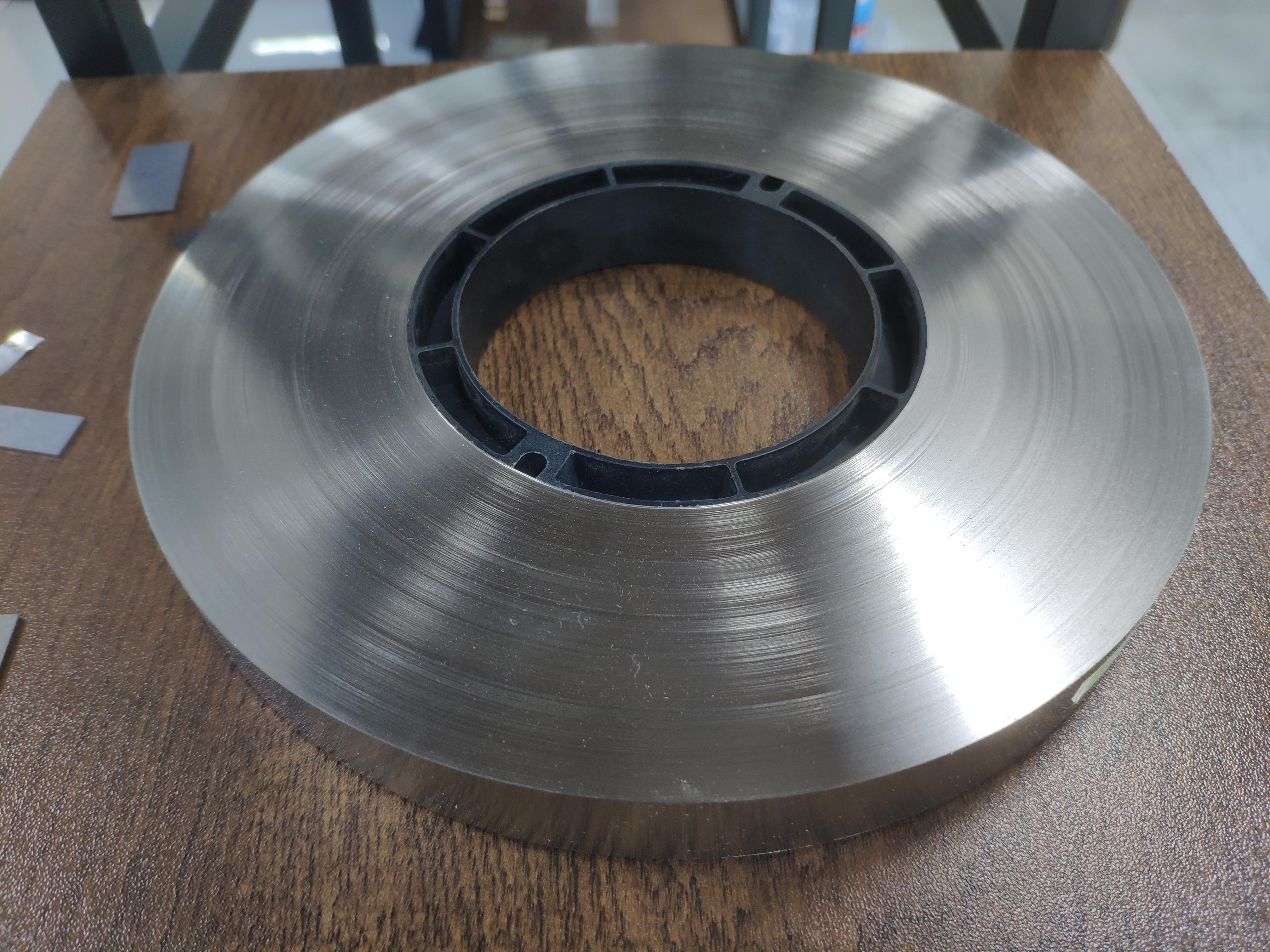
锡铋合金
在常温下,呈固态、银白色,熔点低,硬度低,固液体积缩短率为0.051%,具有较强的渗透性。熔点:138℃,硬度:莫氏1.98。
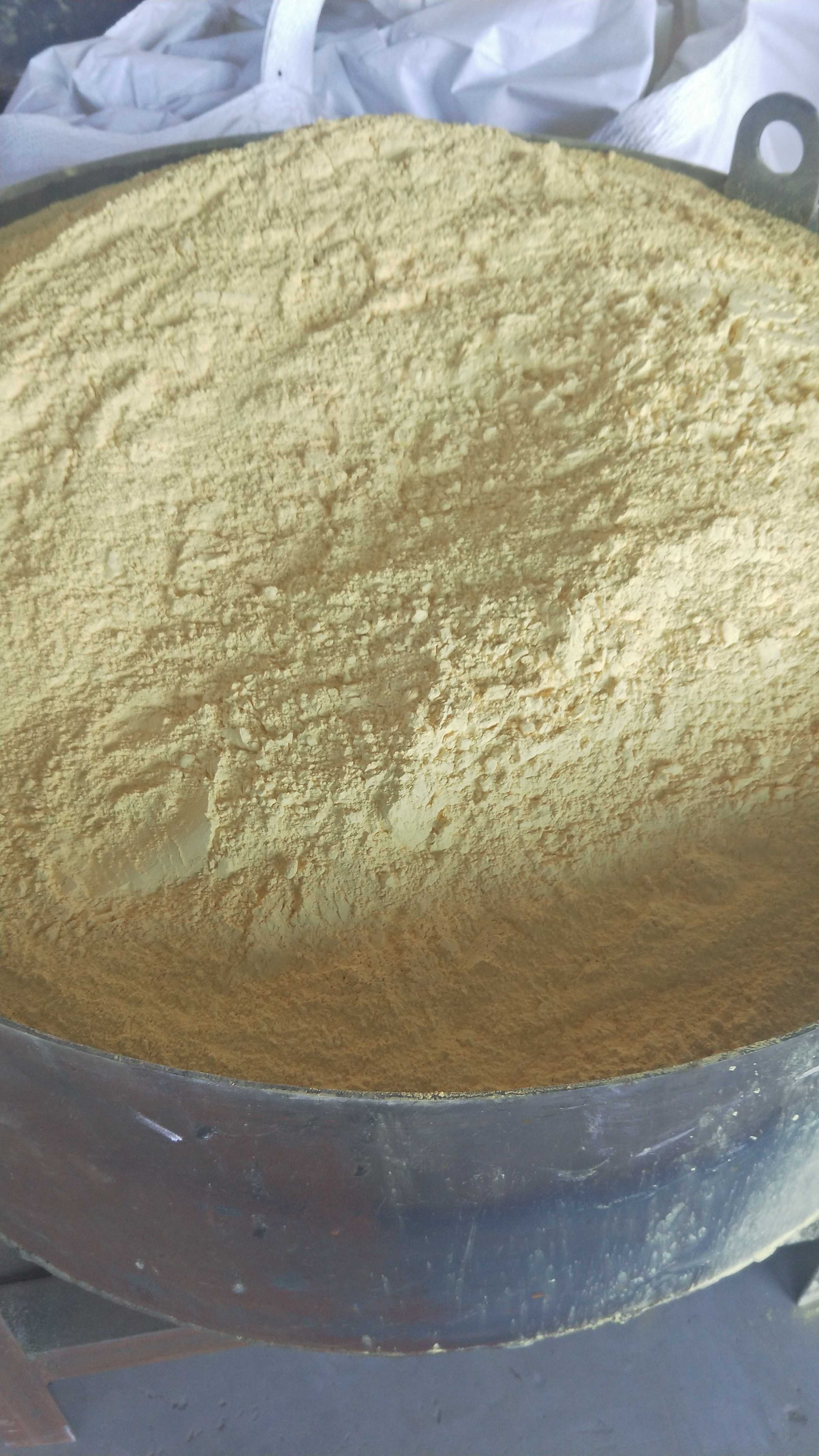
合金制造及其首要物理性能
将锡铋合金放入已加热到350℃的增锅或其它加热容器内。在其熔化过程中,要不断地拌和至均匀。若有浮渣,要除掉。然后,把该均匀合金熔液在角钢或槽钢中浇注成条状,以备浇注样件时用。
技能原理
在模具型槽查验中,首要运用锡铋合金固液间体积缩短率极小、可近似以为固液间体积不变的特色,浇注出型槽的样件,然后对该样件进行外观、各个部位尺度(锻件的热尺度)及几许形状等的全体查看,从中发现加工或规划的缺乏。
合金样件在模具型槽中的浇注
1.依据型槽容积巨细取适量锡秘合金条,放入已加热到135℃的增锅或其它加热容器中,在其熔化过程中要不断地拌和至其均匀。
2.把需浇注样件的模具均匀加热到160-200℃(依据模块巨细而定,大者温度低)。
3.以惯例浇盐的办法,把模具笔直立起(浇盐口朝上),沿浇盐口浇注合金液体,直至型槽浇满停止。
4.待模具彻底冷却至室温后,选用恰当的办法翻开模具,取出样件(样件不能断开)。
5.查看样件是否契合型槽形状,若能真实地反映型槽,则交检检测;若不契合,则从头浇注直至契合型槽形状。
6.依据交检检测成果,对模具进行恰当的处理。
浇注过程中应留意的事项
1.模具加热有必要做到均匀,不然对大型模具浇注出的样件影响尤为杰出。
2.要浇注的模具在其浇注前有必要先处理好裂纹。
3.有必要把锡铋合金残余物从浇注后的模具型槽中整理洁净。
4.样件不能有充不满、残留飞边过大、曲折、部分变形大等直接影响检测成果的缺点。
模具查验中的运用
1.对已加工好的模锻模,选用浇注锡秘合金样件的办法来查看其质量。
2.用它验证模具修正的质量,即在已修正好的型槽中,浇注出锡秘合金样件,再对该样件进行检测。
3.选用浇注锡秘合金办法来区别两种或多种除了单个尺度等不同外、其它根本共同的锻件模具。
4.对校对模整体尺度等的把握,是断定怎么进行修正的要害。对复杂类锻件的校对模,其修正难度相当大,修正质量也难以确保。选用修正前浇注出该模具的锡秘合金样件的办法就可以加以解决。









已经到底了

