信息详情
林杰供应商直销立式锯床半自动带锯床可变视点金属锯床
¥ 18800/台
上海有色网
9月8日
产品详情
| 适用职业 | 通用 | 类型 | VW-18II |
| 设备方式 | 落地式 | 类型 | 带锯床 |
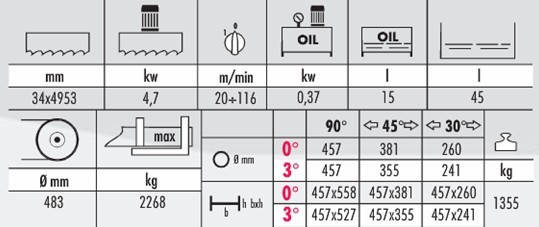
| 主电机功率 | 4.7(kw)kw | 操控方式 | 液压半主动 |
| 分量 | 615(kg)kg | 产品类型 | 全新 |
| 适用范围 | 通用 | 品牌 | MEP/迈普 |
| 是否库存 | 是 | 布局方式 | 立式 |

--------锯条宽度为34mm
--------5马力电机,由沟通变频器操控,而且直接和重型变速箱衔接 ,锯条转速挑选广泛。
--------人性化规划操作面板,坐落锯床前面的操控台上,简略易操作,接口按钮答应操作者手动操控
一、调试:
1、将锯条套到两轮上,并卡入导向轮和导块中,用扭力扳手滚动帐紧螺杆张紧锯条,张紧扭力为20-25N.m,听到扭力扳手宣布咯咯声或看到指针读数即可。
2、点动作业按钮,查看锯条是否按逆时针作业。查看其它按钮是否正确。3、调整溢流阀,将液压体系压力调至1.8MPa(看压力表),查看有无管路漏油,油箱内油液中若有气泡,阐明回路中存在空气,从头紧固各管接头,让油缸空行程动作数次,排出缸内空气中止。
4、查看冷却水嘴喷水是否疏通有力,不然或许阻塞或水泵倒转。
5、按工件的巨细调整左右两导向臂的间隔,使之尽量接近工件,导向间隔小,锯条导向作用好。夹紧钳口一般比工件开5-6mm即可。调整锯梁回转轴端的行程开关碰杆的视点方位,使锯粱抬起时,锯条离工件30-40mm即可。锯削不是同规格工件时,使锯梁上升到最高方位。
6、依据下料长度,调理定长设备的顶杆方位并锁紧,顶杆一般应顶在工件上边缘方位,以利主动落料。
7、锯条的规格有必要符合要求,锯条齿型应依据材料形状与原料进行挑选,挑选准则如下:
a、锯切实心大料、有色金属宜用粗齿。
b、小型材、薄壁管、高强度硬度的材料和合金钢类宜用细齿。
c、变齿距锯条一般用在截面改变大或成束切开的工件,以减小消除切削时的振荡与噪声,使切削平稳。
8、依据原料经过变速箱上的手柄挑选恰当的切削速度。
9、依据不同的工件形状、巨细、原料,合理挑选恰当的进给速度,进给速度在操控箱上的旋钮上可得到无级调理。
10、过载维护设备的调式左导向臂内侧的电维护设备中绷簧不宜调得过紧或过松,过紧则失掉维护锯条作用,过松则切削力稍大,锯梁即会主动上升。
二、运用
1、将工件吊装到作业台与承料架上,调整料架手轮使工件与作业台面等高,然后经过送料手轮将工件移送至定长设备的顶杆触摸。
2、作业次序为:液压钳紧-水泵开-锯条作业-锯梁进刀-水泵停-锯条中止-锯梁退刀-上升中止-液压钳松-中止。
3、切削进程中如呈现中止切削、锯梁上升现象时,则应调小进给量或调理过载维护设备的螺杆,使之进步过载量,从头启动锯削。
4、切削进程中,依据切削的形状和色彩可判别切削速度和进给量是否适宜。切屑薄的散状或粉状呈白色则线速度过高,进给量小。
三、维护与保养
1、运用进程中应随时留意调查各部件作业是否正常,有无反常声响,一旦呈现,应及时停机并查找原因并加以扫除。
2、锯切进程中有很多切屑发生并堆积在作业台面上和锯轮箱内,应及时加以铲除,避免阻塞锯齿,影响锯削作用和锯条寿数。
3、常常查看液压油与冷却液的清洁度与容量,及时过滤或添加,保证供油、供液足够,避免液压件与水嘴的阻塞而影响机床正常作业。
4、对导轨面和各光滑点每班加油一次,锯轮轴承、主动轮中的大齿轮,每星期应加一次光滑脂,变速箱内光滑油一年替换一次。
5、机床闲置不用时,对导轨及机床加工面应加油封、避免锈蚀。6、每次替换新锯条时,为了进步运用作用需进行锯条“跑合”(即:锯切头几段选用低速,小进给量),待齿尖毛刺去除后,再按正常的切削参数进行锯削。
7、作业结束后应将机床和周围环境打扫洁净,堵截电源,并填写履历书。



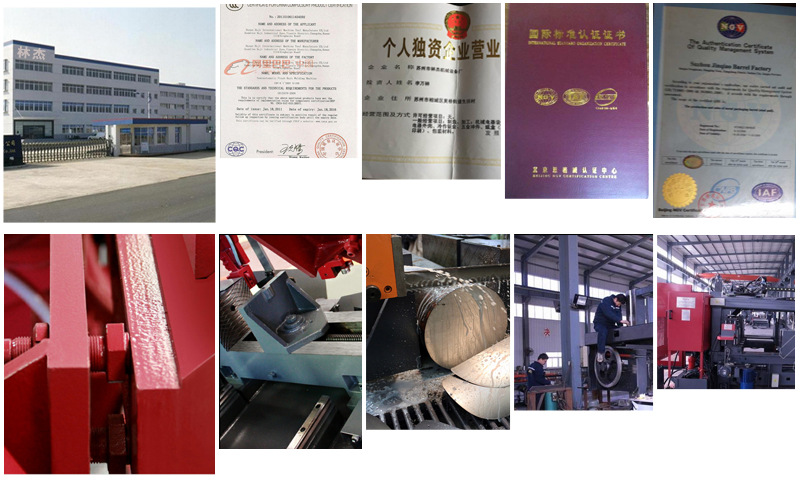
姑苏市林杰机械设备厂坐落姑苏最有知名度的钣金之乡,冷作钣金的发源地——姑苏市相城区黄桥大街生田开发区。我厂有着雄厚的技术力气,优质的钣金制造设备,较强的出产能力和严厉的质量操控要求。首要出产设备有 数控冲床,激光切开机,新式液压剪板机、液压折弯机、巨细冲床、等离子切开机、维护焊机、进口氩弧焊机等。
自我厂建立以来,与艾尔法(姑苏)主动化科技有限公司、华龙大金电加工机床有限公司、姑苏新亚电子有限公司、约克布.缪勒机械制造(我国)有限公司,迈普机械(姑苏)有限公司等单位配套效劳。
首要产品有各类电器箱(柜)、非标规划制造、不锈钢非标制造。
本厂以质量第一、信誉第一,欢迎 莅临我厂实地考察。

林机械除了超强壮的售后效劳,产质量量自身也是最值信任的:
1、精准安稳
锯片切削进给体系运用伺服马达,合作滚珠螺杆传动,保证锯片移动等速性,添加切削时之准确性与安稳度。
2、伺服送料
伺服操控送料体系,可到达高速传送资料与高精度定位需求,以满意切削尺度精度的要求,并到达加工资料的少材料损耗率。
3、主动分料
主动制品分选规划,可将余料与制品别离,再合作主动计数功用,便利操作者办理出产数量。
4、锯片加护
特殊规划之锯片主轴组,可吸收锯片轰动及避免锯片曲折,并添加其刚性,再加上共同削除背隙组织,可坚持切削力气安稳,大幅延伸锯片寿数并提高加工质量。
5、触控界面
运用触控式人机界面,便利操作者进行各项作业设定及运用机器,NC伺服操控,保证切削制品之准确性与牢靠度。
6、主动供料
主动供料体系一次可备多支资料,调配操控体系,可完全符合一次设定,很多出产之需求。
7、空气净化
为装油雾收回器,选用多级多层过滤,能够捕集各种油烟、雾状物和粉尘,捕集功率高达98%以上,选用隐藏式叶轮规划,运用安全。
8、高效排屑
加装链板式排屑器,选用西门子模块操控,牢靠运送和排出各种切屑,轻小切屑也不易粘,运送功率高、安全右靠。
9、加油保养
会集光滑,经过西门子模块操控光滑泵和喷雾泵,有效地进行锯片光滑,锯齿喷雾。按压式黄油泵把本来杂乱的加黄油进程简化,延伸整机寿数。

 |  |  |
 |



















已经到底了

