铸铁多孔焊接平台防变形经久耐用开拓创新

铸铁焊接平台在机械行业中是常见的一种机械加工操作工具,它的材质是采用强度国家标准ht200-300铸铁料制作而成,其硬度能达到HB250-300之间,具体实际要求可按照客户要求定制,焊接铸铁平台的生产流程和普通铸造平台区别不一样,它从铸造到机械加工要求是非常严格的,越大型的铸铁焊接平台要求就越高,我们先从做模型说起,首先要采用目前先进的消失磨制作,模型制作完成后就开火铸造,把铸料倒进高温上千度的溶解炉里面进行分融化在适当添加化学硬度计,等主料完全溶解后开炉倒进模型里,模型因为是消失模制作在高温溶液里面很快就成型消失。
铸铁焊接平台适用于各种检验工作、测量用的基础平面和平尺、方箱、V型架(铁)、弯板、直角尺、圆柱角尺等工具配合使用。铸铁焊接平台用于机床、机械、检验测量,检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形位偏差并作划线。铸铁焊接平台经稳定性处理和去磁后,即进入机加工,分为粗刨、精刨。精刨是铸铁焊接平台3级精度和表面粗糙度的一道工序,2级以上精度铸铁焊接平台要人工刮研,以平板的几何精度,对已合格的铸铁焊接平台应避免热源的影响和受酸碱的腐蚀。的铸铁焊接平台应放置在20℃±5℃的恒温处。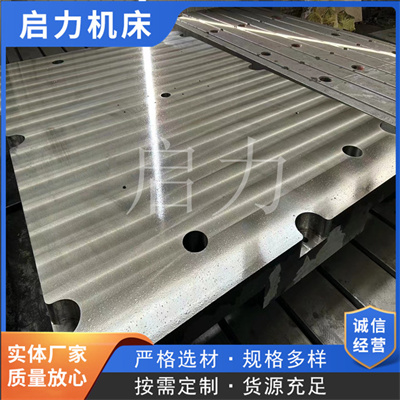
铸铁焊接平台在使用和加工中,应设置主支撑点和辅助支撑点,什么是主支点、辅助支点主支点是指铸铁焊接平台在加工、检定和使用中与安装基面或支架接触时,用作主要支承的部分。此时的支承力系是静止状态。辅助支点是指平板在使用时,为了防止承载心的偏移而发生倾覆或因负载过大而产生的变形所增设的支点。辅助支点上的支力应小于主支点上的支力。
铸铁焊接平台人工刮研分为
1、粗刮:若工件表面比较粗糙、加工痕迹较深或表面严锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程较长(10mm~15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕挂除后,即可研点,并按显出的高点刮削。当工件表面研点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。
2、细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着方向刮,刮完一遍,刮遍时要成45度或60度方向交叉刮出网纹。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。
3、精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25m×25m上应为20~25点,常用于检验工具、导轨和紧密工具接触面的刮削。
4、刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
热门推荐
-

12Cr1MoVG、15CrMoG、16Mn(Q345BCD)、20#、45#无缝管
 付崇荣
付崇荣
-

27SiMn、40Cr、12-42CrMo 16Mn12Cr1MoV
 付军
付军
-

合金钢管_15CrMo,12Cr1MoV,Q345B合金钢管_合金钢管厂家
付军
-
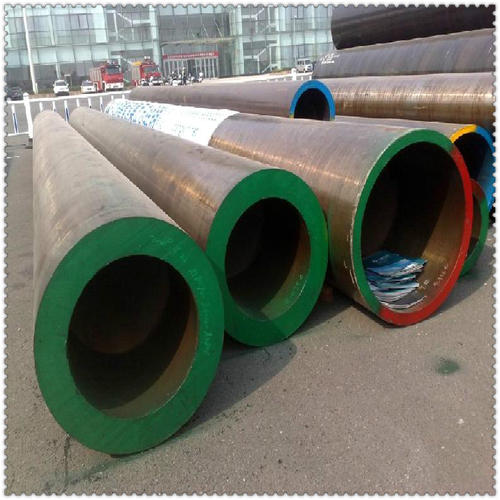
合金钢管_12Cr1MovG合金管_高压合金管_15crmog合金管
付军
-

高压合金管,42CrMo合金管,12Cr1MoVG合金管,15CrMoG合金管,Cr5Mo合金管
付军
-

高压合金管,12Cr1MoV合金管,15CrMo合金管,10CrMo910合金管
付军
-

15crmo,12cr1mov合金管,35crmo,42crmo,27simn,16mn无缝钢管
付军
-

35CrMo合金管42CrMo合金管15CrMoG合金管A333GR.6合金管
付军
-

合金管、石油裂化管、高压锅炉管、高压合金管、精密钢管
付军
-

T92合金管,T22合金管,T11合金管,T23合金管,P92合金管,1Cr5Mo无缝钢管
付军
-

45#钢管|45#无缝钢管|45#无缝管|45号钢管|45号无缝钢管
付军
-

厚壁45#无缝钢管15crmo无缝管大口径厚壁无缝管可定期货
付军
-

供应15CrMo合金管 12CrMo合金管 45#厚壁无缝钢管/16Mn无缝管
付军
-

碳结板、合金板、低温板、桥梁板、船板、弹簧板、耐磨板、耐候板
付军
-

碳结钢、合结钢、齿轮钢、轴承钢、弹簧钢、工模具钢、高速工具钢、不锈钢圆钢
付军
-

合金板:40Cr、15-42CrMo、27SiMn、12Cr1MoV
付军
-

65mn弹簧钢管-65mn弹簧钢管批发、促销价格
付军
-

38CrMoAl圆钢钢板锻件锻环38CrMoAlA零售圆棒批发
付军
-

合金无缝钢管,、12cr1mov合金管、35crmo合金管、42crmo合金钢管
付军
-

铜板,铜排,铜管,铜带,铜棒,铜线,铝板,铅板
付军
已经到底了

