信息详情
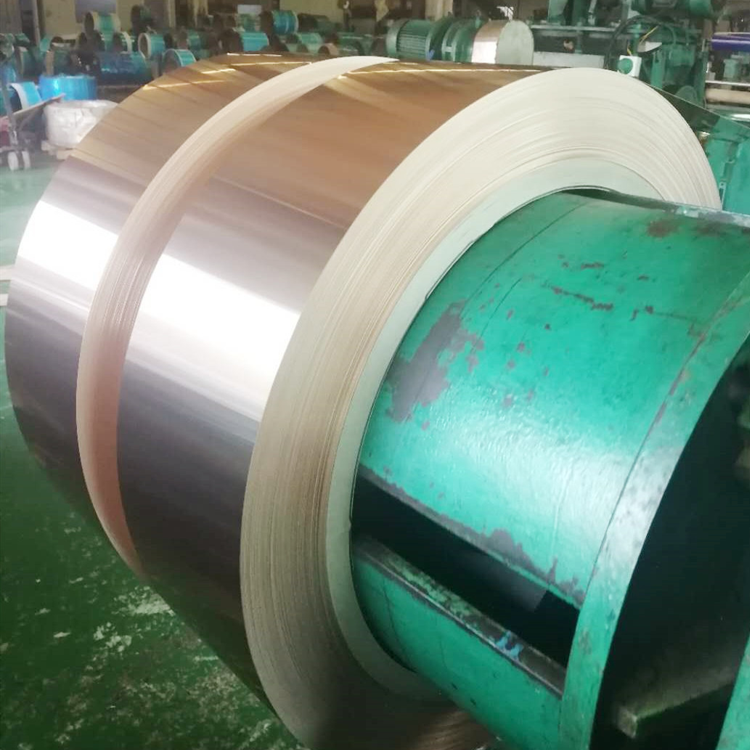
0.08mmC5191磷铜带 消应力磷铜带
货物所在地广东 东莞市

叶经理
14小时前
产品详情
去应力退火并不能完全消除工件内部的残余应力,而只是大部分消除。要使残余应力彻底消除,需将工件加热至更高温度。在这种条件下,可能会带来其他组织变化,危及材料的使用性能。
0.08mmC5191磷铜带 消应力磷铜带
方法:退火的一个最主要工艺参数是加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械加工、变形加工、铸造、锻造、热处理以及焊接后等产生的残余应力。
1. 去应力退火工艺曲线 见图1-3。
2. 不同的工件去应力退火工艺不同;
3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。
4. 对薄壁工件、易变形的焊接件,退火温度应低于下限。
5. 低温时效用于工件的半加工之后(如粗加工或精加工之后),一般采用较低的温度。
热门推荐
-

c5191磷铜去应力 去应力磷铜
叶经理
-

蚀刻铜板 半蚀刻铜板 蚀刻散热片铜
叶经理
-

去应力黄铜板 半蚀刻铜带 去应力磷铜
叶经理
-

厂家直销现货速发QSn6.5-0.4磷青铜板、磷铜板、锡青铜板支持定做
 杨志平
杨志平
-

厂家直销现货速发优质CuSn7磷青铜板、磷铜板、锡青铜板支持定做
杨志平
-

厂家直销现货速发QSn8-0.3锡青铜板、磷铜板、磷青铜板支持定做
杨志平
-

厂家直销ZQSn10-2、 6-6-3、5-5-5、10-5锡青铜板、铸造青铜板
杨志平
-

共轨喷油器阀组件FOOV CO1 519
 小高GS
小高GS
-
专业生产大电流连接器用碲铜带、碲铜条可定制
 季清
季清
-
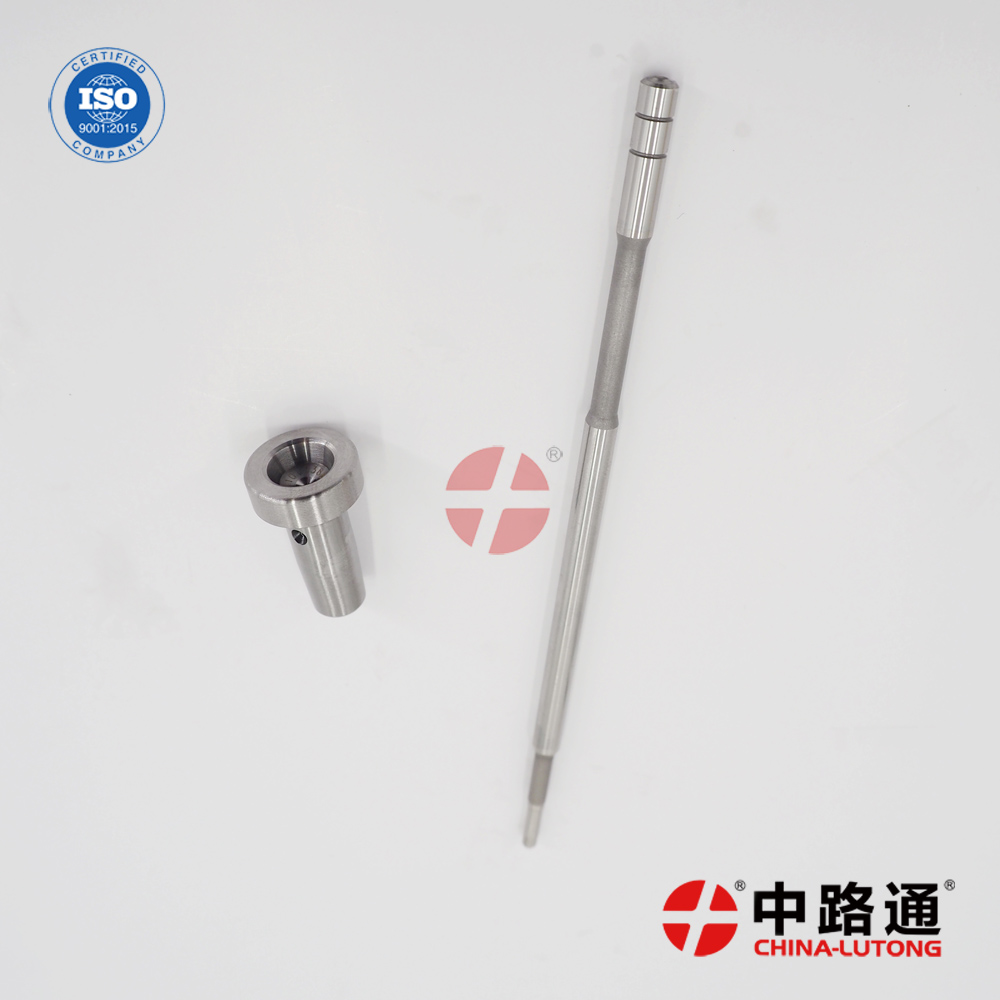
共轨喷油器阀组件FOOV C01 333喷油嘴阀组件FOOZCO1315
小高GS
-

柴油发动机喷油嘴L160PBC
小高GS
-

喷油器阀组件F00V C01 045共轨阀FOOVC01037
小高GS
-

共轨喷油器阀组件F00V C01 353油嘴阀组件F 00V C01 507
小高GS
-

高压共轨喷油嘴G3S157共轨油咀F00VX40068
小高GS
-

高压共轨喷油嘴G3S166 共轨油咀E342
小高GS
-

适用于卡特喷油器发动机增压阀卡特c7C9喷油器滑阀
小高GS
-

高压共轨喷油嘴0433171948
小高GS
-

2026年5月秘鲁(利马)国际汽车配件展 EXPOMECÁNICA&AUTO PARTS
小高GS
-

2026年全国汽车配件交易会暨全国汽车配件采购交易会(深圳)
小高GS
-

喷油器阀组件FOOR J01 176油嘴阀组件F00RJ02004
小高GS
已经到底了

