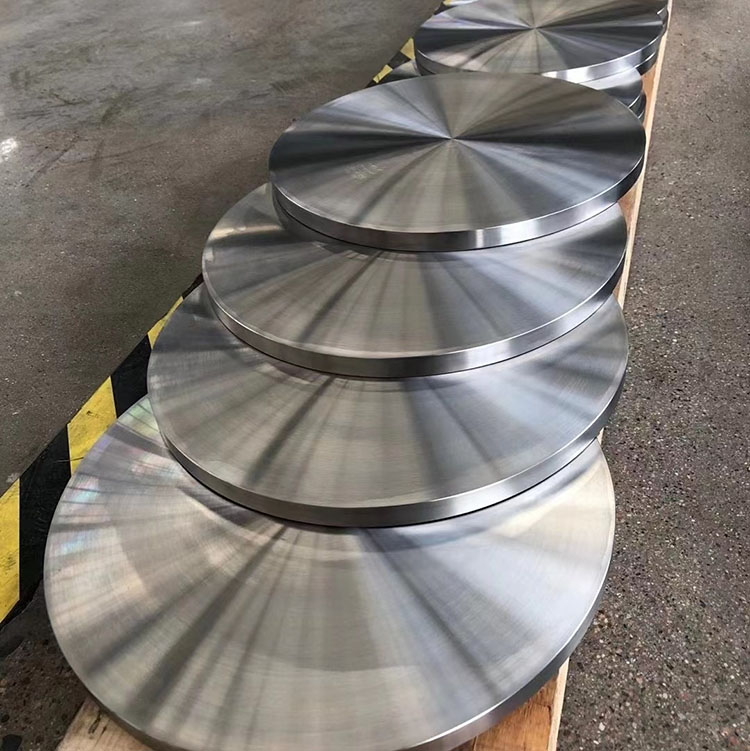
钛锻件的锻造方法有哪些,各有什么特点?

应用于钛锻件的锻造的主要方法有;自由毁、开式模缴(有毛边模锻)、闭式权被(无毛边模源)、挤压模锻、多向模敏、分部模锻、等温模鍛,其特点分别如下:
(1)自由锻,自由锻一般是在没有模腔的两个平模或型模之向进行的。自由最使用的工具形状简单、灵活性大、制造周期知、皮本低。但是,劳动强度大、操作困难、生产率低,锻件的质量不商、加工余量大。因此,它仅适于对制件性能没有特殊要求,且件数不多的情况下采用。对于大型锻件,自由锻主要作为制坯工序。自由锻制坯工序可把坯料锻成阶梯形棒料,或者用镦粗或压扁的方法把坯料制成圆饼形、矩形等简单形状。
(2)开式模锻(有毛边模锻)。坯料在两块刻有模腔的模块间变形,锻件被限制在模腔内部,多余的金属从两块模具之间的窄缝中流出,在锻件四周形成毛边。在模具和四周毛边阻力作用下,金属被迫压成模腔的形状。
(3)闭式模锻(无毛边模锻)。闭式模锻过程中,没有与模具运动方向垂直的横向毛边形成。闭式锻模的模腔有两个作用:它的一部分用来给毛坯成形,另一部分则用来导向。
(4)挤压模锻。利用挤压法模锻,有正挤模锻和反挤模锻而种。挤压模锻可以制造各种空心和实生制件可以获得1何尺寸糖度高、内部组织更致密的锻件。
(5)多向模锻。在多向模锻机上进行。多向模锻机除了有垂直冲孔柱塞之外,还有两个水平柱塞,它的顶出器也可以用来冲孔,该顶出器的压力比普通液压机的顶出器的压力要大。多向模锻时,滑块从垂直和水平两个方向交替联合地作用到工件上,用一个或多个穿孔冲头使金属从模腔中心向外流动,以达到充满模腔的目的。在简形件的分模线上没有普通锻件的毛边。
(6)分部模锻。为了能在现有的液压机上锻出大型整体模锻件,可采用分段模锻、垫板模锻等分部模锻法。分部模锻法的特点是对锻件逐段加工,每次加工一个部位,因此所需设备吨位可以很小。一般说来,采用这种方法可以在中型液压机上加工出特大锻件。
(7)等温模锻。锻造前,把模具加热到毛坯的锻造温度,并且在整个模锻过程中模具和毛坯温度保持一致,这样可以在小变形力的作用下获得大变形量。等温模锻和等温超塑模锻很相似,所不同的是,后者在模锻前,毛坯须经过超塑处理,使之具有细小等轴晶粒。
详细了解www.cltjs.com
热门推荐
-
高密度钨合金薄板
 吴秘
吴秘
-

适配于博世共轨喷油器0 445 120 149
 小高GS
小高GS
-
进口6%锂辉石
 杨德勇
杨德勇
-

18%铜精矿(含金40克)
杨德勇
-

厂家供应高纯99.995%-99.999%铟棒、铟柱
 李志斌
李志斌
-
厂家供应高纯99.995%-99.9999%镀膜铟丝
李志斌
-
厂家供应高纯99.995%-99.999%铟粉
李志斌
-
厂家供应高纯99.999%-99.9999%锗颗粒
李志斌
-
厂家供应高纯99.99%-99.999%铟银合金片箔
李志斌
-

厂家供应高纯99.99%-99.9999%金属铋
李志斌
-

燃油柴油机喷油器170-5187 喷油器直供
小高GS
-

卡车柴油机喷油器阀组件F00VC01359
小高GS
-

2025年MIMS俄罗斯(莫斯科)汽车零部件及售后服务展览会
小高GS
-

共轨阀F00VC01503喷油器阀组件F00V C01 503
小高GS
-

柴油机SCV控制阀294200-0360
小高GS
-

3126柴油机配件33706发动机高压油泵喷油器
小高GS
-

共轨喷油嘴0443172327
 GC 3SF
GC 3SF
-

DN-SD喷油嘴DN0SD193汽配油嘴
小高GS
-

高压共轨喷油嘴0 433 175 164共轨油嘴0433175164
小高GS
-

共轨喷油嘴0433175450
GC 3SF
已经到底了

