铸铁装配平板使用广可定制

装配平台是划线、丈量、铆焊、工装工艺不可以短少的铸铁作业台,也可以做机械实验渠道等等。在装配平台的消费规划上选用箱体式、筋板式或其他构造型式。在装配平台的相对两边面上,应有设备手柄或吊装方位的设置、螺纹孔或圆柱孔。
铸铁装配平台分为三个阶段:外表的加工质量要求较高,分为粗加工、半精加工和精加工。加工质量为主,有利于设备的合理使用,便于组织热处理工艺,并发现坯料缺点等。
装配平台前后孔:箱体、支架、连杆等零件应先加工平面后加工孔。使加工孔经过平面定位,平面与孔的方位精度,方便了平面加工。
铸铁装配平台表面硬度的测试方法是按铸铁平台刚度测试装置在被测铸铁平台工作面上装好测试装置,在不加砝码时,将比较仪的测头与工作面相接触(为使测量准确,可在测头与工作面之间放一块薄的量块)并记下读数。装配平台的塑性与韧性的提高,金属热处理是机械制造中的重要工艺环节,焊接平台与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变铸铁平板表面的化学成分,赋予或改工件的使用性能。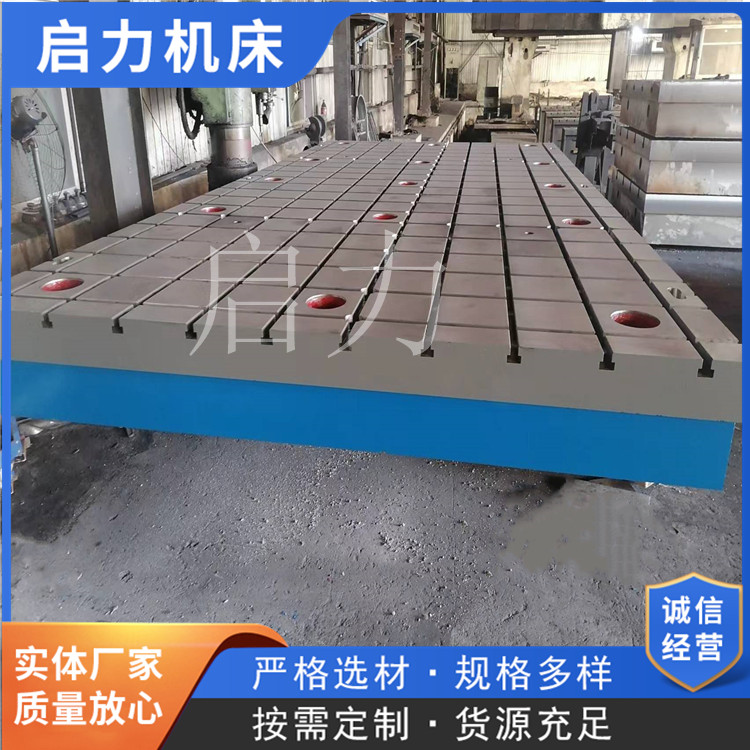
铸铁装配平台的材质为强度铸铁HT200-250,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)对铸铁平台,铸铁平板进行热处理的目的是减少铸件中的应力,铸铁平板的部分白口组织,提高铸铁平台工作表面的硬度和抗磨性,使铸铁平台的精度稳定,抗磨性能好,回过火的铸件也能很好的加工。
铸铁装配平台铸造型体有双围子、单围子和箱体式。其工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等用以满足生产中不同铸铁平台的不同工作需要。
装配平台设备选用合理。粗加工是切断大部分加工余量,对加工精度没有要求。所以,粗加工应在功率大、精度低的机床上进行,精加工应采用机床。在不同的机床上别离进行粗精加工,能够充分发挥设备的生产能力,延伸机床的使用寿命。
铸铁装配平台的规格一般为:500*500-3000*6000,(异性规格可按图纸订做)。铸铁装配平台工作面采用刮削即人工刮研工艺,铸铁平台按我国标准计量检定规程执行,分别为1级铸铁装配平板、2级装配平台、3级T型槽装配平台。
热门推荐
-

08ХГСДП合金钢、ЭИ904、09Х15Н8Ю1
 何云飞
何云飞
-

10Х11Н23Т3МР-ВД、16Х16Н3МАД
何云飞
-

X120Mn12含铬高锰、1.3401耐磨导轨、Mn13薄板
何云飞
-

5HV2S、5ХВ2С模具钢
何云飞
-

1Cr11MoV圆钢、14Cr11MoV钢板
何云飞
-
30KHN2MFA、38HMJ、30XH2MφA、30XH2MFA、30CrH2MoV
何云飞
-

3Х2В8Ф模具钢、 3Х2В8Ф
何云飞
-

1Mn18Cr18N护环、80Г20Ф2Ю、40Г18Ю3Ф、40ГН13МД2Ф
何云飞
-

30Cr2Ni2WA、05Х12Н5К14М5ТВ、ЭП695
何云飞
-

25H1MF松弛钢、25Х1МФ耐热钢
何云飞
-

15X25T耐腐蚀耐热钢、 15Х25Т
何云飞
-

45ХН2МФА、45HN2MFA结构钢
何云飞
-

616钢、617钢、675钢超厚装甲
何云飞
-

2Cr15Mn15Ni2N低磁钢
何云飞
-

40HN2MA、40ХН2МА结构钢
何云飞
-

16Cr3NiWMoVNbE齿轮钢、16Х3НВФМБ、16Kh3NVFMB-SH
何云飞
-

33CrMoV12-9 、32CrMoV12-10、30NiCrMo16、33NiCrMoV15
何云飞
-
30XГCH2A(30XГCHA)、30KhGSN2A (30KhGSNA)
何云飞
-
4X5MFS、Х5МФС模具钢、4H5V2FS、4Х5В2ФС
何云飞
-
25CrMo4可管可板
何云飞
已经到底了

