信息详情
球磨机巴氏合金锡基合金轴瓦加工铸造
¥ 188/千克
货物所在地河南 周口市

张粉
4月1日
产品详情
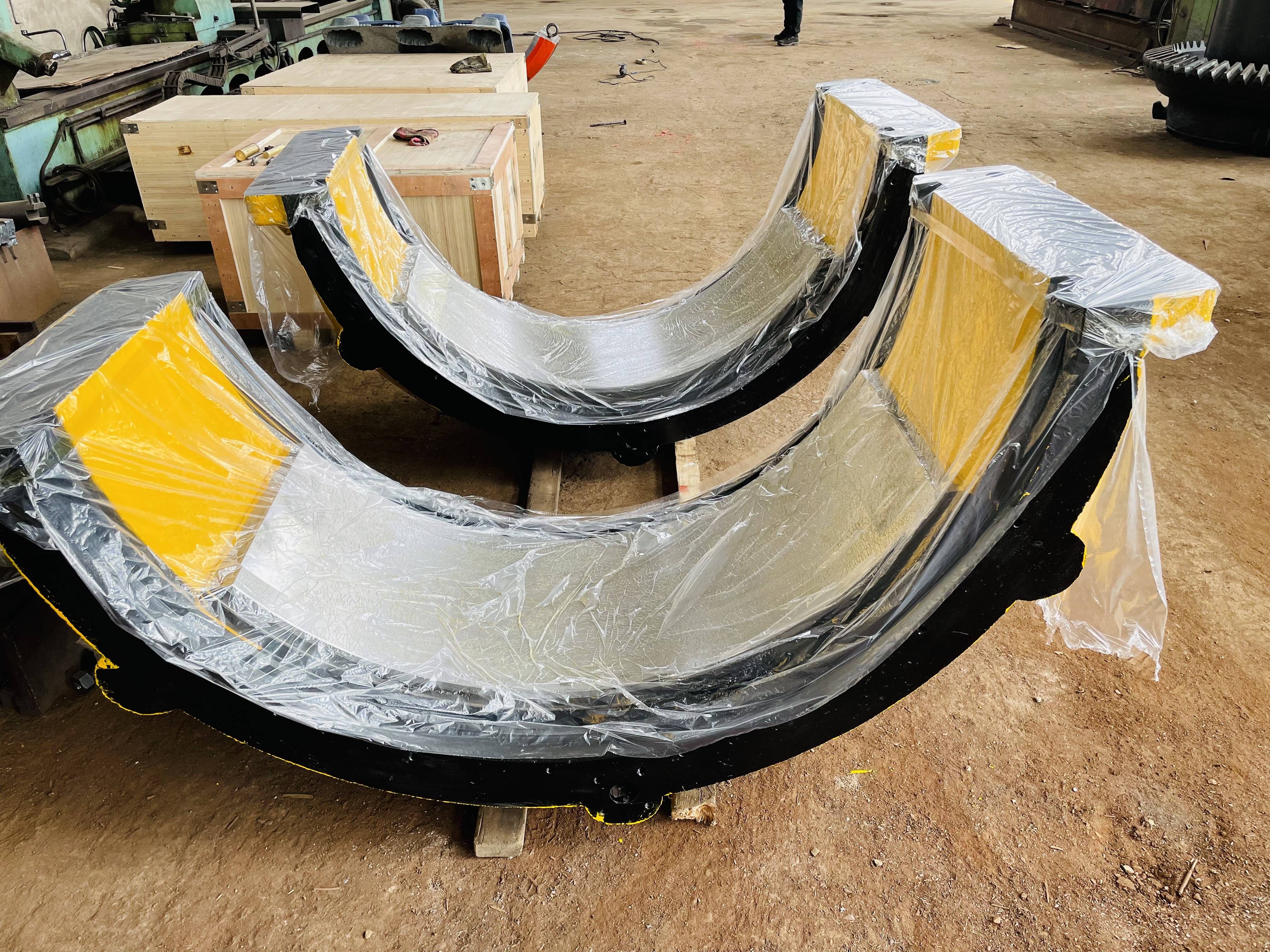
球磨机巴氏合金锡基合金轴瓦加工铸造
球磨机滑动轴承轴瓦浇铸与修理。
球磨机乌金瓦巴氏合金(zhchsnsb11-6)的浇鋳。准备的工具有1.熔炉,用石墨坩埚熔化巴氏合金;2.搪锡炉;3.预热炉,浇鋳前将已经搪锡的轴瓦进行加热到合适的温度。轴承合金的浇鋳分以下的方法和步骤:1.清理轴瓦:(注:碱性剂去油污,酸性剂去氧化物。)轴瓦上的氧化皮,污垢可以用砂纸,钢丝刷或喷砂的方法除去。轴瓦有油污时,可把轴瓦放入锅里加热300-350度,用麻刷蘸着助焊剂溶液擦洗,或把轴瓦放入80-100度的碱水中煮洗10-12分钟,再放入80-100水中煮4-5分钟去碱,再放入冷水中冲洗后烘干。碱水的成分10%的NaOH水溶液或10%-30%Naco3水溶液。2. 如果是旧瓦,其清理方法:可用喷灯火烤瓦背使合金脱落,再用钢丝刷或铲刀将残余的合金去除,并用抹布擦净。这种方法比较麻烦,较好的方法是将轴瓦放入熔化合金的坩埚中,使合金熔化,轴瓦放入坩埚前应预热120-150度。3检查和修正钢背瓦:检查瓦背内表面有无氧化物,无氧化物的表面呈银灰色。如有金黄色或褐色氧化斑时,应用30%的盐酸水溶液酸洗,或用钢丝刷擦光。4. 再一次去油污:方法与1相同,用水滴法检查,将水滴在瓦背上后,水滴应能立即散开无任何聚集。5. 镀锡:经清洗后的轴瓦,镀上一层锡以便浇注轴承合金时轴瓦能与合金粘合牢固。(1)镀锡前的准备工作:镀锡前先将轴瓦非浇鋳面上涂一层保护膜,保护膜的配方:40%的白恶粉,40%水玻璃,20%水混合物,或用20%水玻璃,80%的水混合物。并再加热140度烘干。然后在轴瓦上镀锡的表面上涂一层助熔剂,以使锡和轴瓦得到更好的结合。(2).锡锅加热:将锡锅到420度并每隔1小时左右在锡溶液面上撒一层脱氧剂来脱氧,以保证锡溶液的纯净,同时要保证锡的含量在99.5%以上,一般应用2号3号锡。(3)镀锡:镀锡操作时间不易长,容易氧化,影响镀锡质量。


热门推荐

-

0445120031喷油器阀组件
 GC 3SF
GC 3SF
-

低铁锌
张永春
-

铌螺丝耐高温耐腐蚀铌紧固件铌加工件依图定制
 郭经理
郭经理
-

切削液增稠剂,脱膜剂增稠剂,乳化剂
陈生
-

颜料分散剂,酞菁颜料分散剂,色浆分散剂
陈生
-

40Х2Н2МА、38Х2Н2МА、40Х1НВА、40Kh2N2MA
 何云飞
何云飞
-

25Х2ГНТА、30ChGSN2A、25Х2ГНТА、30ХГСН2А
何云飞
-

28Х3СНМВФА、СП28、ЭП326А、28x3SMVFA、SP28、EP326A
何云飞
-

N17C10M2V10T、Н17К10М2В10Т;Н17К11М4Т2Ю、Н17К11М4Т2Ю
 何云飞
何云飞
-

30Х13Н7С2、ЭИ72、30Kh13N7S2、EI72
何云飞
-
30ХН2МА、30ХНМА、30HN2MA、30HNMA
何云飞
-
Н17К12М5Т、Н17К12М5Т;Н18К12М3Т2、N18C12M3T2
何云飞
-

20ХГСН2МФА、ДИ107、20HGS2FA、DI107高强结构钢
何云飞
-

70С2ХА、ЭИ142、70S2HA弹簧钢
何云飞
-

120Г13、120G13结构钢、12Х3ГНМФБА 、12X3GNMFBA
何云飞
-
08ЮПР、08UPR、60С2Н2А
何云飞
-

我可以安排专人跟您对接供需,介绍历史价格、展会、报告,获取直播课件,拉您进供需群,免费领行业分布图
 刘有达
刘有达
-

我可以帮助您对接供需,介绍产品,获取每日直播课件PDF,拉您进入供需群,免费领取行业分布图
刘有达
-

共轨油咀093400-1092 高压共轨喷油嘴293400-0530
 小高GS
小高GS
-

柴油发动机喷油嘴0433175318 共轨喷油嘴DSLA142P925
小高GS
已经到底了

