车间老油条:地轨变形?我教你‘白嫖’修复方案,比花钱找人还靠谱
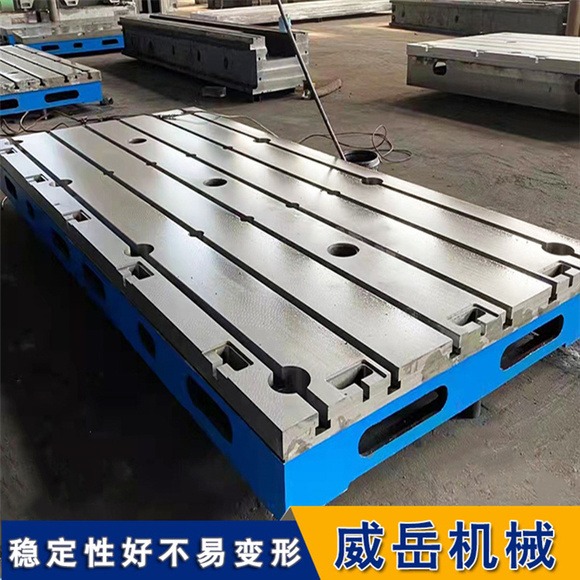
T型槽铸铁地轨的变形问题确实很棘手,一旦发生,设备的安装精度和运行稳定性和都会直接受影响。不过别担心,只要系统性地从预防、应急、专业修复三个层面入手,这个问题是可以有效解决的。
这里整理了一套从根源预防到分级修复的完整策略,你可以参考:
预防为先:从根源减少变形风险
解决变形问题的比较好方法,是从源头把它控制住。
打好地基与规范安装:这是比较关键的一步。确保地轨安装在坚固的混凝土基础上(建议C30以上,厚度≥200mm并配钢筋网,养护至少14天)。安装时务必用调整垫铁严格找平,单根地轨水平度误差应控制在 ≤0.03mm/m,并保证每个支撑点受力均匀,避免“虚跨”导致受力不均。
科学使用,杜绝陋习:
严禁超载:日常承载比较好不超过额定载荷的 80%,放置工件要均匀对称,避免长期局部重压。
规范紧固:在T型槽内紧固螺栓前,务必清理干净铁屑,并采用对角交替、逐步加力的方式,防止单边挤压导致槽体变形。
营造良好环境与定期维护:
将地轨安装在通风、干燥的环境中,远离热源和腐蚀性物质。
建立每6-12个月的定期精度检定制度,并做好日常的清洁、防锈和润滑工作。
对症下药:三步分级修复方案
如果地轨已经变形,可以根据严重程度选择不同的修复方案。
第和一步:轻度变形(平面度误差 ≤ 0.08mm/m)——应急校准
当变形量很小时,可以尝试以下两种应急方法,但需注意,这些方法通常只能作为临时处理。
千斤顶顶压法:适用于因受力不均导致的局部变形。在变形凸起部位下方放置千斤顶,缓慢顶起至标准平面度,保持压力静置24小时释放应力。
火焰加热法:适用于变形较大但未超标的区域。用氧火焰将变形区加热至 600-800°C(注意控制温度),使其受热产生塑性收缩,然后自然冷却矫正。
第和二步:中度变形(0.08mm/m < 平面度误差 ≤ 0.15mm/m)——专业修复
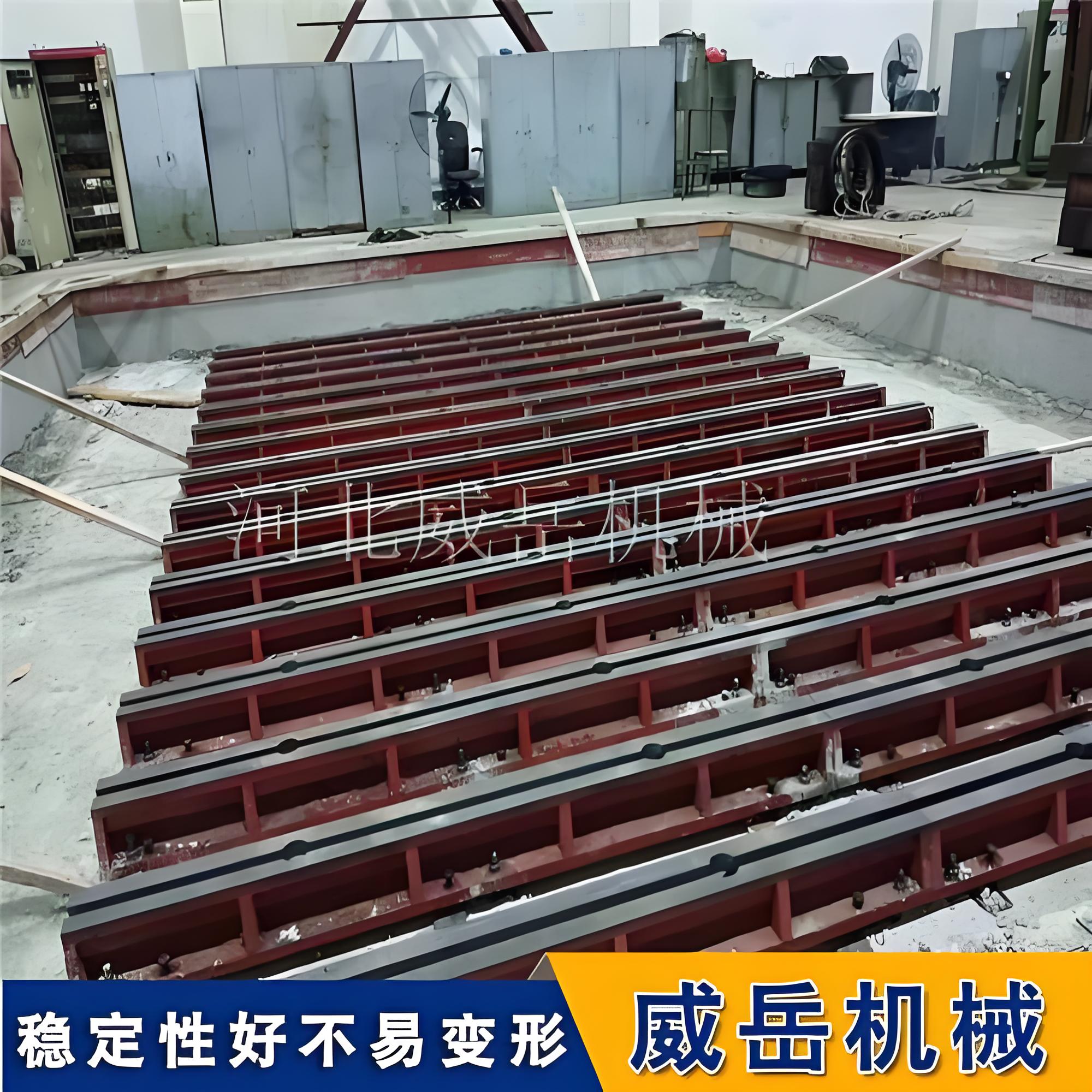
这是比较常用且效果可靠的方案,能从根本恢复地轨精度,建议由专业人员操作。
机械加工:将地轨固定在龙门铣床上,用T型槽铣刀对其侧面和底面进行精铣,以恢复直线度和槽宽的一致性。
手工刮研:这是保证精度的关键。高和级钳工使用刮刀对铣削后的表面进行手工配刮,不仅进一步提高平面度,还能创造出微观的储油点,改善润滑,确保接触刚度(通常要求每25×25mm²内有一定数量的接触点)。
第三步:重度变形(>0.15mm/m 或严重损坏)——最后方案
当地轨变形相当其严重或修复成本过高时,应考虑以下方案。
局部镶补:将严重损坏的一段地轨挖去,重新嵌入一个由淬火钢或高强度铸铁制作的新镶块并加工平整。
直接更换:如果变形过大、损坏严重或修复不经济,比较直接彻和底的方法就是联系制造商更换新的地轨。
特别提醒
修复前必和须检测:无论选择哪种方案,修复前都必和须对地轨进行全和面的精度检测,绘制误差曲线,才能“对症下药”。
修复后的养护:修复完成后,地轨需要一个“缓冲期”,短期内比较好不要超过额定载荷的70%。
T型槽地轨的维护重在平时。如果变形问题比较复杂,或者无法判断具体程度,建议联系专业厂家或有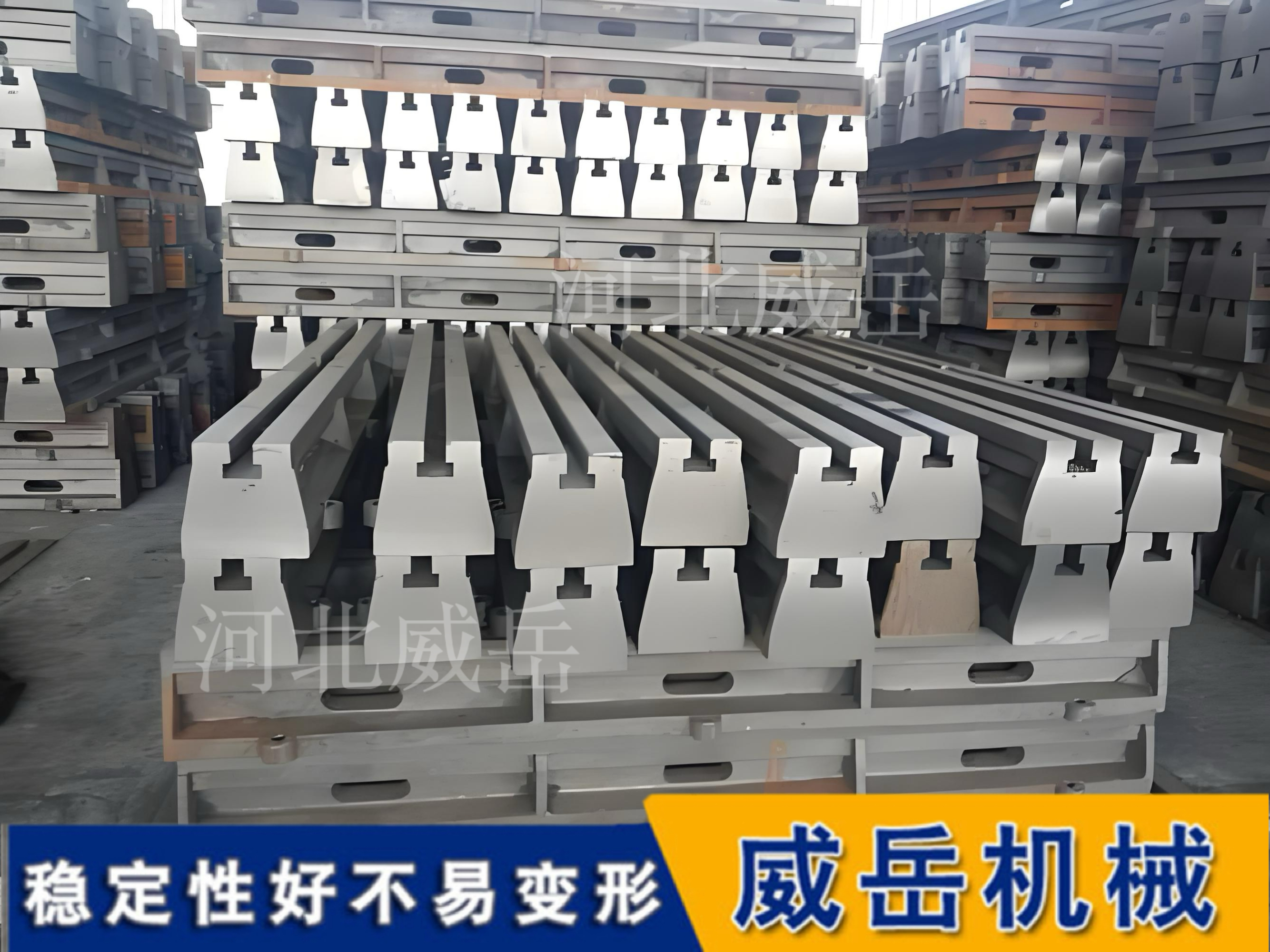

热门推荐
-

DX51D Zinc plating
 何云飞
何云飞
-

980舰艇钢、10CrNi5MoV潜艇钢、980高强耐压壳体钢
何云飞
-
PRO550防弹钢、6211均质防弹、6252防弹板
何云飞
-

1Cr11MoV圆钢、14Cr11MoV钢板
何云飞
-
30KHN2MFA、38HMJ、30XH2MφA、30XH2MFA、30CrH2MoV
何云飞
-

40Mn18Cr4V无磁小护环50Mn18Cr5
何云飞
-

3Х2В8Ф模具钢、 3Х2В8Ф
何云飞
-

1Mn18Cr18N护环、80Г20Ф2Ю、40Г18Ю3Ф、40ГН13МД2Ф
何云飞
-

45ХН2МФА、45HN2MFA结构钢
何云飞
-
12Cr1MoV、015Н18М4ТЮ、ЭП989、ЧС5У
何云飞
-

08ХГСДП合金钢、ЭИ904、09Х15Н8Ю1
何云飞
-

616钢、617钢、675钢超厚装甲
何云飞
-
980潜艇钢、980舰艇板、10CrNi5MoV标准
何云飞
-

10Х11Н23Т3МР-ВД、16Х16Н3МАД
何云飞
-
925A锻钢、922A厚板、923A薄板、921A舰艇钢
何云飞
-

防弹钢板 VS M193弹
何云飞
-

40HN2MA、40ХН2МА结构钢
何云飞
-

16Cr3NiWMoVNbE齿轮钢、16Х3НВФМБ、16Kh3NVFMB-SH
何云飞
-

X120Mn12含铬高锰、1.3401耐磨导轨、Mn13薄板
何云飞
-
25CrMo4无缝管、25CrMo4锻件
何云飞
已经到底了

